什么是过程能力指数?
过程能力指数用来衡量一道生产或业务流程在规格界限内稳定输出的能力。Cp 反映的是潜在能力,即过程的波动幅度与允许公差之间的比值;Cpk 反映的则是实际能力,它还会考虑过程是否居中(即均值是否处于规格上下限的中央)。这两个指数是六西格玛和统计过程控制(SPC)中的核心工具。
如何使用本计算器
依次填入规格上限(USL)、规格下限(LSL)、实测过程均值(\(\mu\))以及过程标准差(\(\sigma\))。计算器会输出 Cp、Cpk 以及单侧指数 CPU 和 CPL。数值越高,代表过程能力越强:通常要求 Cp/Cpk 达到 1.33 以上,对于关键特性则普遍要求 1.67 以上。
公式详解
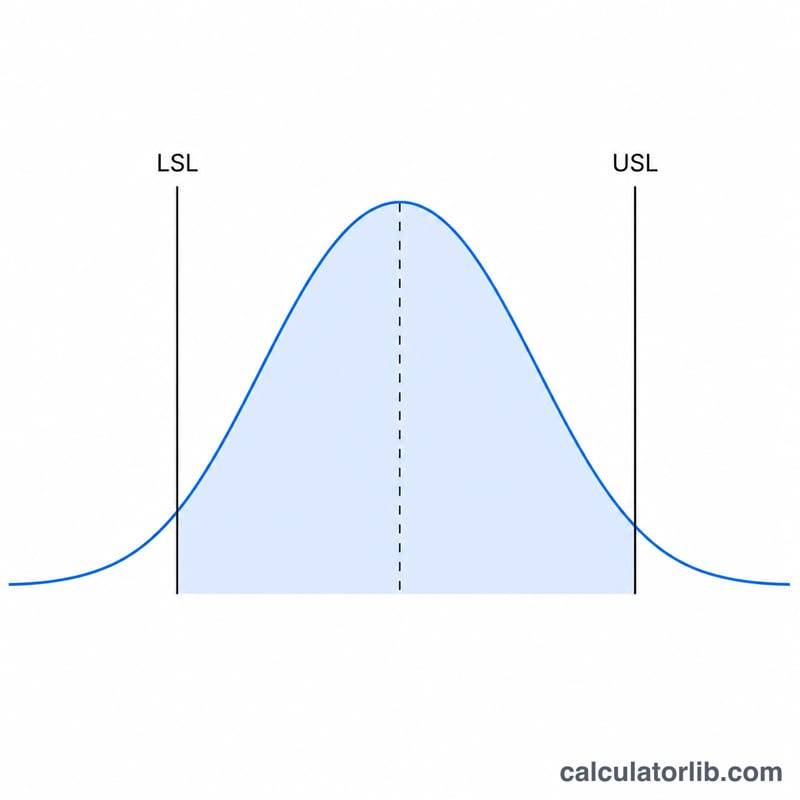
Cp =(USL − LSL)/(6σ)。分母 6σ 代表过程的自然波动范围(均值上下 ±3σ 覆盖约 99.73% 的产出)。Cpk 取两个单侧比值中较小的一个——CPU =(USL − μ)/(3σ),CPL =(μ − LSL)/(3σ)——因此一旦过程偏离中心,就会被「扣分」。当过程完全居中时,Cp 与 Cpk 相等。
$$\begin{gathered} C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma} \qquad C_{pk} = \min\!\left(C_{pu},\, C_{pl}\right) \\[1.5em] \text{where}\quad \left\{ \begin{aligned} C_{pu} &= \frac{\text{USL} - \mu}{3\,\sigma} \\[0.4em] C_{pl} &= \frac{\mu - \text{LSL}}{3\,\sigma} \end{aligned} \right. \end{gathered}$$
计算实例
假设 USL = 10,LSL = 2,\(\mu = 6\),\(\sigma = 1\)。则 $$C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1.333$$ $$C_{pu} = \frac{10 - 6}{3} = 1.333, \quad C_{pl} = \frac{6 - 2}{3} = 1.333$$ 因此 $$C_{pk} = \min(1.333,\, 1.333) = 1.333$$ 由于过程恰好居中,Cp 与 Cpk 完全一致。
常见问题
Cpk 多少算合格?一般来说 Cpk ≥ 1.33 即视为过程能力达标;对于安全关键特性,则更倾向于要求 ≥ 1.67。
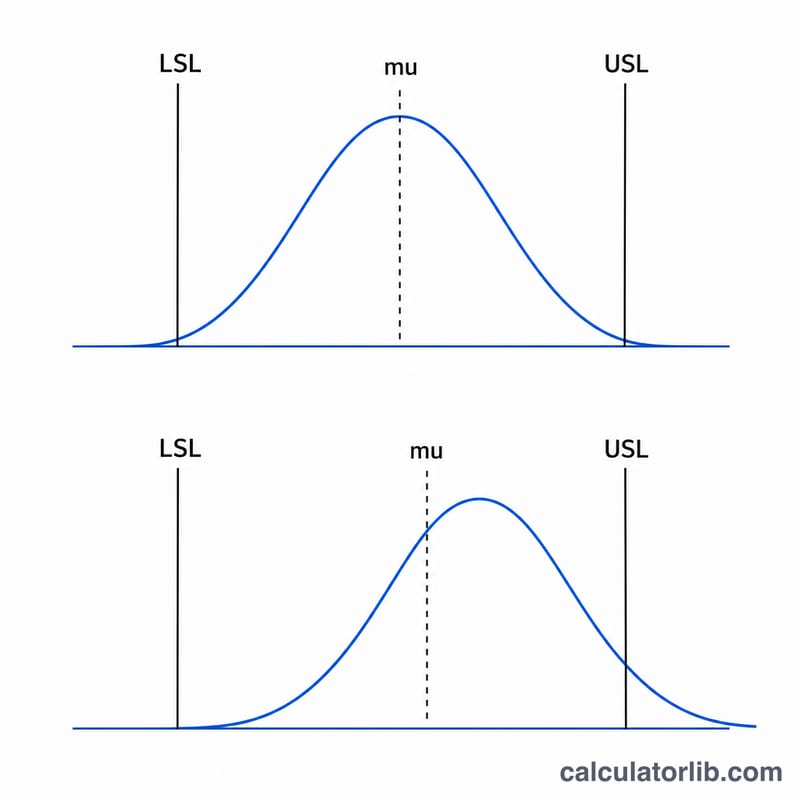
为什么 Cpk 会低于 Cp?只要过程均值偏离规格区间的中心,Cpk 就会低于 Cp。偏离越远,两者差距越大。
Cpk 可能为负值吗?会的。如果均值已经落到某条规格界限之外,对应的单侧指数就会变成负数,说明该过程平均下来就在生产不合格品。