工程能力指数とは?
工程能力指数は、製造工程や業務プロセスが規格(仕様)の範囲内でどれだけ安定して成果物を生み出せるかを示す指標です。Cpは潜在的な能力を表し、工程のばらつきが許容公差に対してどの程度かを示します。一方Cpkは実際の能力を表し、工程の平均が規格の中心からどれだけ偏っているかを加味します。これらはシックスシグマや統計的工程管理(SPC)における中心的な指標です。
この計算ツールの使い方
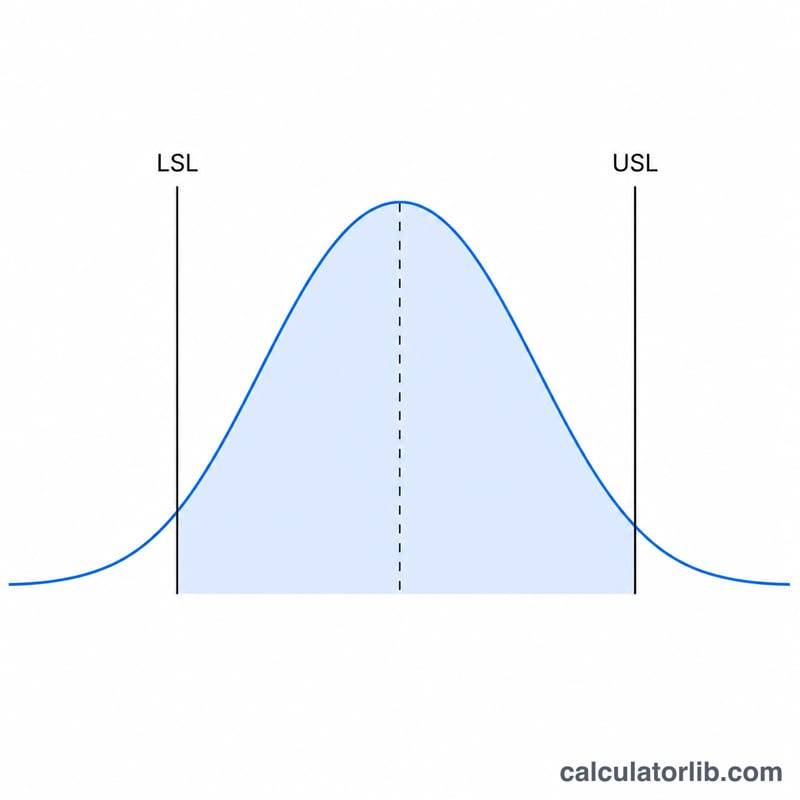
規格上限(USL)、規格下限(LSL)、測定した工程平均(μ)、工程の標準偏差(σ)を入力してください。CpとCpk、さらに片側指数であるCPU・CPLが算出されます。値が大きいほど工程能力が高いことを意味します。一般に1.33以上が求められ、重要特性では1.67以上が目安とされます。
計算式の解説
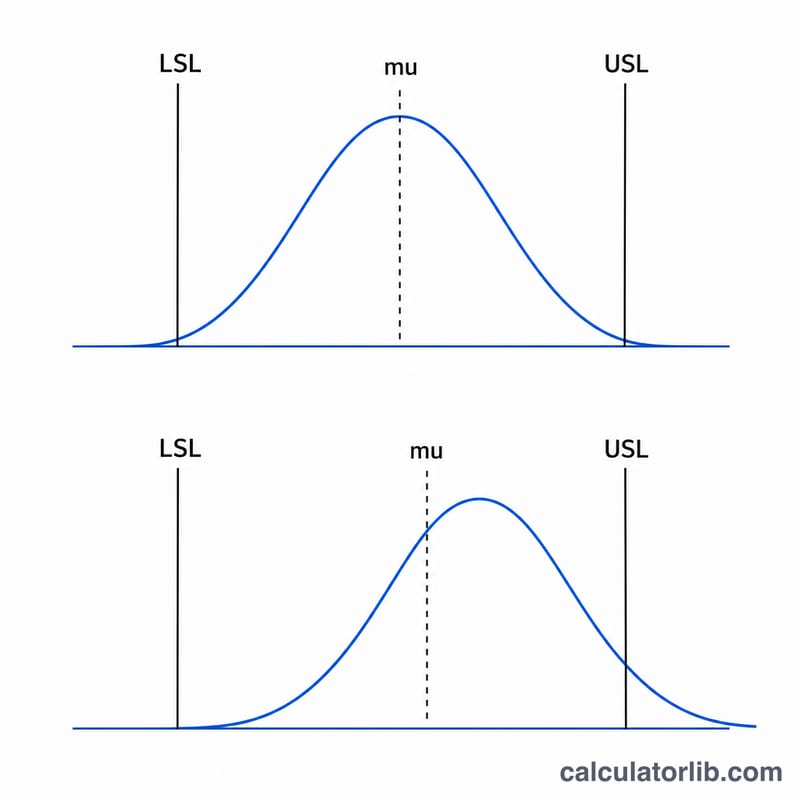
$$C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma}$$分母の6σは工程の自然なばらつき幅を表し、平均を中心とした±3σの範囲で出力全体の約99.73%をカバーします。Cpkは2つの片側比率のうち小さい方を採用します。すなわち$$C_{pu} = \frac{\text{USL} - \mu}{3\,\sigma} \qquad C_{pl} = \frac{\mu - \text{LSL}}{3\,\sigma}$$であり、中心から外れた工程ほど低く評価される仕組みです。工程が完全に中心にある場合、CpとCpkは一致します。
計算例
たとえばUSL = 10、LSL = 2、μ = 6、σ = 1とします。このとき\(C_p = (10 - 2)/(6 \times 1) = 8/6 = 1.333\)。\(C_{pu} = (10 - 6)/3 = 1.333\)、\(C_{pl} = (6 - 2)/3 = 1.333\)となるため、\(C_{pk} = \min(1.333,\, 1.333) = 1.333\)です。工程が中心に位置しているため、CpとCpkは一致します。
よくある質問(FAQ)
Cpkはどのくらいの値が望ましいですか?一般に\(C_{pk} \geq 1.33\)であれば工程能力ありとされ、安全に関わる重要特性では1.67以上が好まれます。
なぜCpkはCpより低くなるのですか?工程の平均が規格範囲の中心からずれるほど、CpkはCpを下回ります。中心からの偏りが大きいほど、その差は広がります。
Cpkがマイナスになることはありますか?あります。平均が規格限界の外側に出てしまうと、対応する片側指数がマイナスになり、平均的に規格外品を生産している状態を示します。