¿Qué es el índice de capacidad de proceso?
El índice de capacidad de proceso mide hasta qué punto un proceso industrial o de negocio es capaz de fabricar resultados dentro de sus límites de especificación. El Cp refleja la capacidad potencial: compara la dispersión del proceso con la tolerancia permitida. El Cpk, en cambio, refleja la capacidad real, porque tiene en cuenta si el proceso está centrado entre ambos límites. Estos índices son herramientas fundamentales en Six Sigma y en el control estadístico de procesos (SPC).
Cómo usar esta calculadora
Introduce el límite superior de especificación (LSE), el límite inferior de especificación (LIE), la media del proceso medida (μ) y la desviación estándar del proceso (σ). La calculadora te devuelve Cp, Cpk y los índices unilaterales CPU y CPL. Cuanto mayor es el valor, más capaz es el proceso: lo habitual es exigir valores de 1,33 o superiores, mientras que para características críticas suele requerirse 1,67 o más.
La fórmula explicada
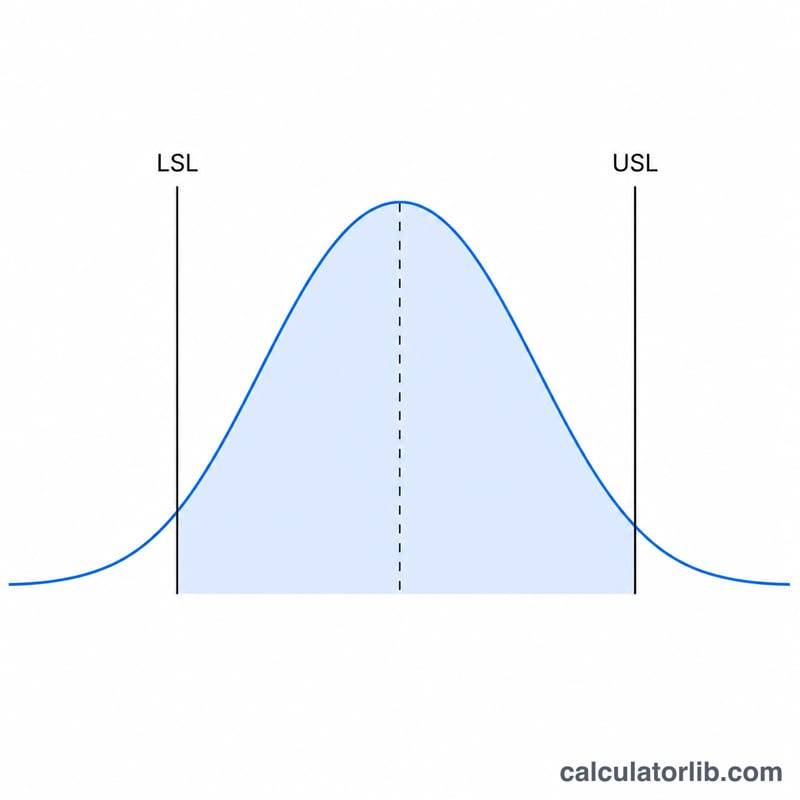
\(C_p = (\text{LSE} - \text{LIE}) / (6\sigma)\). El denominador \(6\sigma\) representa la dispersión natural del proceso (\(\pm 3\sigma\) en torno a la media abarca aproximadamente el 99,73 % de la producción).
$$ C_p = \frac{\text{USL} - \text{LSL}}{6\,\sigma} \qquad C_{pk} = \min\!\left(C_{pu},\, C_{pl}\right) $$El Cpk toma el menor de dos cocientes unilaterales —\(C_{pu} = (\text{LSE} - \mu)/(3\sigma)\) y \(C_{pl} = (\mu - \text{LIE})/(3\sigma)\)—, de modo que un proceso descentrado se penaliza.
$$ \text{donde}\quad \left\{ \begin{aligned} C_{pu} &= \frac{\text{USL} - \mu}{3\,\sigma} \\[0.4em] C_{pl} &= \frac{\mu - \text{LSL}}{3\,\sigma} \end{aligned} \right. $$Cuando el proceso está perfectamente centrado, Cp y Cpk coinciden.
Ejemplo resuelto
Supongamos \(\text{LSE} = 10\), \(\text{LIE} = 2\), \(\mu = 6\) y \(\sigma = 1\). Entonces
$$ C_p = \frac{10 - 2}{6 \times 1} = \frac{8}{6} = 1{,}333 $$\(C_{pu} = (10 - 6)/3 = 1{,}333\) y \(C_{pl} = (6 - 2)/3 = 1{,}333\), por lo que \(C_{pk} = \min(1{,}333;\ 1{,}333) = 1{,}333\). Como el proceso está centrado, Cp y Cpk son iguales.
Preguntas frecuentes
¿Qué valor de Cpk se considera bueno? Por lo general, un \(C_{pk} \geq 1{,}33\) se considera capaz, y se prefiere un valor \(\geq 1{,}67\) para características críticas de seguridad.
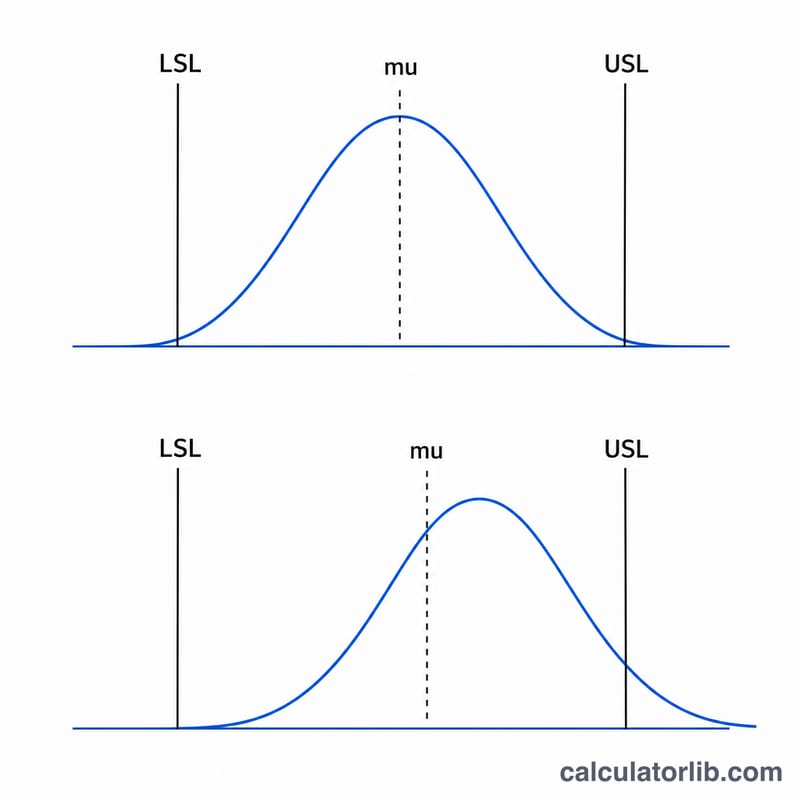
¿Por qué el Cpk es menor que el Cp? El Cpk baja por debajo del Cp siempre que la media del proceso se desvía del centro del rango de especificación. Cuanto más descentrado está, mayor es la diferencia.
¿Puede ser negativo el Cpk? Sí. Si la media queda fuera de uno de los límites de especificación, el índice unilateral correspondiente se vuelve negativo, lo que indica que, en promedio, el proceso genera piezas fuera de tolerancia.