タップ下穴ドリル径計算ツールとは?
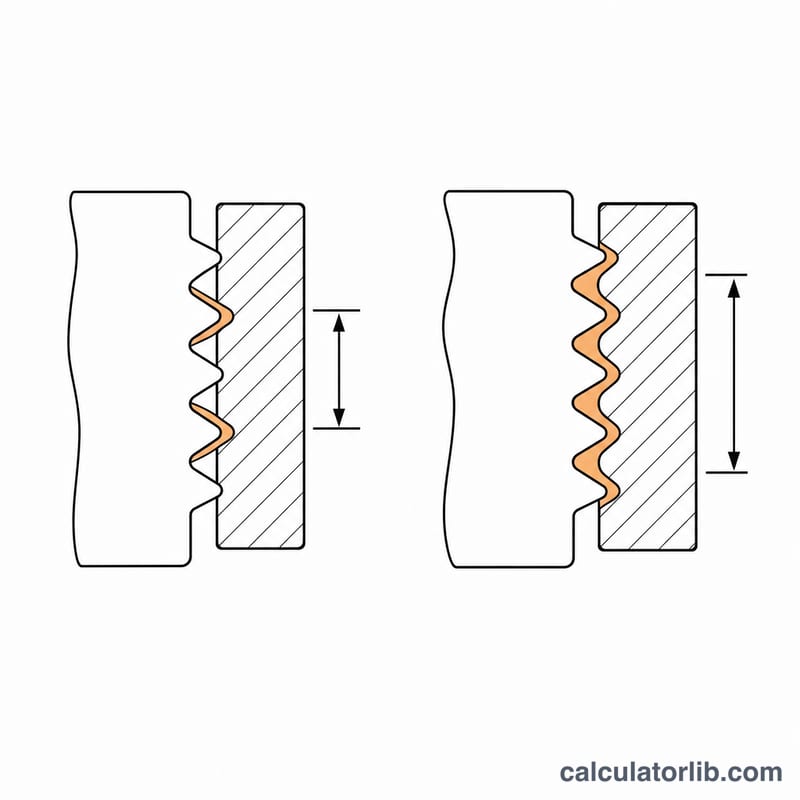
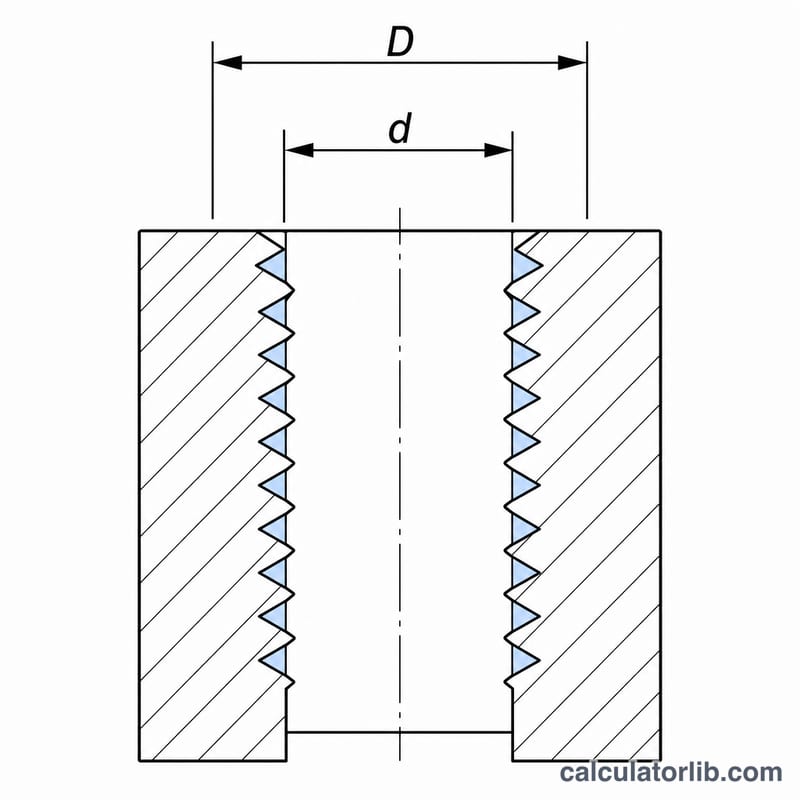
タップでめねじを立てる前に、まず正確な径の下穴を開けておく必要があります。穴が小さすぎるとタップが食い込んで折れやすくなり、大きすぎるとねじ山が浅くなって強度が不足します。本ツールは、希望するねじ山のかかり率(%)をもとに、インチ規格(インチ/TPI)とメートル規格(mm/ピッチ)の両方について、推奨下穴ドリル径を算出します。
使い方
まずねじの規格を選択します。インチねじの場合は、外径(メジャー径)をインチで、1インチあたりの山数(TPI)を入力します。メートルねじの場合は、外径とピッチをいずれもミリメートルで入力します。次に、ねじ山のかかり率(%)を設定します。機械加工では75%が標準で、強度とタッピングトルクのバランスが取れた値です。硬い材料では、かかり率を低め(50〜65%)にすると、タップが折れるリスクを抑えられます。
計算式の解説
インチねじでは、ねじ山の高さは \(0.6495 \div TPI\) で近似できます。かかり率75%では、この高さの75%を片側ずつ削り取るため、実用式では定数 0.0130 が用いられます。
$$D_{drill} = D_{major} - \left( 0.0130 \times \frac{\%\,thread}{TPI} \right)$$
メートルねじでは、片側のねじ山の高さがおおよそピッチに相当するため、次のようになります:$$D_{drill} = D - \left( pitch \times \frac{\%}{100} \right)$$。
計算例
1/4-20 UNCねじ(外径0.25インチ、20 TPI)をかかり率75%で加工する場合:$$D_{drill} = 0.25 - \left( 0.0130 \times \frac{75}{20} \right) = 0.25 - 0.04875 = \mathbf{0.20125\ \text{インチ}}$$。最も近い標準ドリルは #7(0.201インチ)で、これはまさに1/4-20の規定下穴径と一致します。
よくある質問
なぜ75%のかかり率なのですか? 完全なねじ山に対しておよそ95%の保持強度を確保しつつ、タッピングトルクとタップの折損を大幅に低減できるためです。
標準ドリル径に丸めても良いですか? はい。算出値と同じか、わずかに大きい最も近い標準ドリルを選んでください。
軟らかい材料にも使えますか? 鋼などにはかかり率を高め(75%前後)に、硬い合金にはタップ保護のため低め(60%前後)に設定すると良いでしょう。